




Diese Website verwendet Cookies, damit wir dir die bestmögliche Benutzererfahrung bieten können. Cookie-Informationen werden in deinem Browser gespeichert und führen Funktionen aus, wie das Wiedererkennen von dir, wenn du auf unsere Website zurückkehrst, und hilft unserem Team zu verstehen, welche Abschnitte der Website für dich am interessantesten und nützlichsten sind.
UNE-EN 9185:2025
Diese internationale Norm legt eine Methode zur Beurteilung des Widerstands gegen thermisches Durchdringen von Materialien vor, die für den Einsatz in Kleidung vorgesehen sind, um sich gegen große Spritzer geschmolzenen Metalls zu schützen. Es bietet spezifische Verfahren zur Bewertung der Wirkung von geschmolzenem Aluminium, geschmolzenem Kryolith, geschmolzenem Kupfer, Gusseisen und geschmolzenen gehärteten Stahlsprüchen.
Es ist wichtig zu betonen, dass eine gute Beständigkeit gegenüber einem reinen geschmolzenen Metall keinen guten Schutz gegen Metallmischungen garantiert, die während des Herstellungsprozesses vorhanden sein könnten.
DEFINITIONEN:
Schäden: Jede Glättung oder Änderung des Reliefs an der Vorder- oder Rückseite der PVC-Platte mit Schäden von mindestens 5 mm Breite oder Perforationen mit mindestens 1 mm Durchmesser.
Hinweis: Wenn die visuelle Veränderung in diskreten Punkten auftritt, entsteht Schaden, wenn die Summe der Breite dieser Punkte in einem horizontalen Abschnitt 5 mm übersteigt. Bei Kryolith zeigt die Erfahrung, dass Schäden als weniger als 5 mm breit, aber über 10 mm lang definiert werden können.
Spritzrate von flüssigem Metall: Ein Wert, der der minimalen Masse des geschmolzenen Metalls entspricht, das den Schaden an der PVC-Platte verursacht hat.
Metalle und Kryolith: Es ist ratsam, grobe Späne oder kleine Stücke aus massiven Stäben oder Platten zu verwenden, da feine Füllungen schwer zu schmelzen sind.
PVC-Folie: mit einer Masse von 300 ± g/m², die gemäß der Norm geprüft werden muss und bei niedrigster Temperatur keine Veränderung oder Glättung im zentralen Bereich zeigt, aber bei der Höchsttemperatur eine Glättung oder Modifikation zeigt. Dieser Kalibrierungstest sollte mindestens alle 6 Monate durchgeführt werden, um sicherzustellen, dass der Film seine Eigenschaften nicht verloren hat und das Ergebnis zuverlässig ist.
Es wird empfohlen, die PVC-Folie an einem dunklen und kalten Ort zu lagern, um mögliche Veränderungen zu minimieren.
Tiegel: Er muss ungefähre äußere Maße von 97 mm hoch sein, mit einem oberen Durchmesser von 80 mm und einem Durchmesser von 56 mm am Unterboden, mit einem Fassungsvermögen von 190 ml.
Für die meisten Metalle, einschließlich Eisen, gilt ein graphitimprägnierter Tiegel als geeignet (wenn ein Induktionsofen verwendet wird).
Ein größerer Tiegel kann verwendet werden, wenn der Standardtiegel nicht für die erforderliche Menge an geschmolzenem Metall oder Kryolith ausreicht. Tests mit diesen größeren Schmelztiegeln sollten bei normalen Mengen an Metall oder Kryolith mit einem Standard-Messtiegel dieselben Ergebnisse liefern.
Abnehmbarer Tiegel-Ständer
Ein Ofen, der bei 100ºC über der angegebenen Gießtemperatur für jedes Metall arbeiten kann. Die Art des Ofens muss ein Dämpfungsofen oder ein Induktionsofen sein. (Ein Schalldämpfer kann 4 Tiegel enthalten, aber die Schmelzzeit ist lang, während man bei einem Induktionsofen nur einen herstellen kann, aber das Metall wird in weniger als einer halben Stunde schmelzen.)
Temperatursonde: Dies kann ein kleines Thermoelement oder ein kontaktloses optisches Temperaturgerät mit einer Messkapazität von mehr als 1650 °C und einem maximal zulässigen Fehler von ± 10 °C sein. Um die Temperatur zu bestimmen, kann geschmolzenes Metall auf eine Tiefe von mindestens 1 cm über der Oberfläche gerührt werden
Gießvorrichtung: Der Probenhalter hat einen äußeren Rahmen von 160 mm ± 2 mm x 248 mm ± 2 mm aus 8 mm dickem Stahl. Es sollten 4 Spitzen sein, 2 an der Mittellinie der oberen Rahmenseite und 2 unten an der Mittellinie. Diese Spitzen sollten 80 ± 2 mm breit, 240 ± 2 mm lang und 40 ± 2 mm von den Ecken sein. Der Neigungswinkel hängt vom Metall ab, das wir testen wollen. Es wird empfohlen, dass der erste Aufprall des geschmolzenen Metalls oder Kryoliths oberhalb der Mitte der Testprobe liegt. Dieser erste Aufprall darf nicht innerhalb von 25 mm von der Oberseite der Probe sein.
Dieses Gerät muss eine konstante Gießgeschwindigkeit haben. Die zu fliegenden Distanzen an jedem Teil des Gießgeräts sind in Anhang A beschrieben.
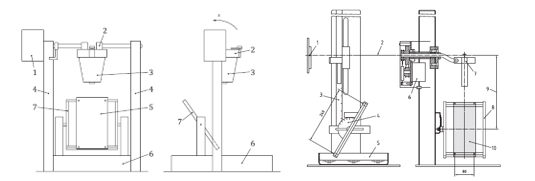
Unter dem Probenhalter sollte sich eine Kiste mit Sand befinden, der 250 mm breit, 350 mm lang und 50 mm tief ist. Diese Kiste sollte trockenen Sand mit einer Tiefe von 30 bis 40 mm enthalten.
Skalieren Sie mit ± Genauigkeit von 1 g.
Starres Modell zur Vorbereitung von 260 ± 2 mm x 100 ± 2 mm Proben mit Löchern mit 4 x 5 mm Durchmesser, je eines in jeder Ecke, 10 ± 2 mm von zwei benachbarten Achsen. Diese 4 Löcher sollten ein Rechteck von 240 ± 2 mm x 80 ± 2 mm bilden.
Eine Metallhalterung mit einer Länge von 248 ± 2 mm und ihren Löchern in den Ecken sollte ein Rechteck von 240 ± 2 mm x 80± 2 mm bilden.
VERPACKUNG
Mindestens 24 Stunden bei 20 ± 2 ºC und 65 ± 5 % relativer Luftfeuchtigkeit.
Der Test sollte unmittelbar nach der Verpackung durchgeführt werden. Wenn dies nicht sofort möglich ist, bewahren Sie die Proben in einem verschlossenen Behälter auf. Jede Probe muss innerhalb von 2 Minuten nach der Verpackung analysiert werden.
Um den Test durchzuführen, ist eine zugfreie Atmosphäre erforderlich, und die Temperatur muss zwischen 10 und 30 ºC liegen, mit einer relativen Luftfeuchtigkeit zwischen 15 und 80 %.
PROBENVORBEREITUNG
Bereiten Sie 7 Proben in Richtung der Verzerrung vor. Markiere die Position der Spitzen an den Proben, damit sie ohne Spannung oder Knicke am Probenhalter befestigt werden können.
Bereiten Sie eine ähnliche Anzahl von PVC-Platten vor, aber ohne die Position der Spieße zu markieren.
VORBEREITUNG DES TESTS
Ausrüstungsvorbereitung: Stellen Sie die Position des Gießvorrichtungs je nach verwendetem geschmolzenem Metall auf die in Anhang A angegebene Höhe ein. Die Höhe sollte der vertikale Abstand zwischen der Antriebswelle und dem Zentrum des Probehalters sein (siehe Tabelle).
Herstellung von geschmolzenem Metall oder Kryolith: Geben Sie die erforderliche Menge Metall oder Kryolith dem Trockentiegel zu und schmelzen Sie bei einer etwas höheren Temperatur als für das Schmelzen des Metalls und die Durchführung des Tests (siehe Schmelztemperaturen in der Tabelle).
Platzierung von Probe und PVC-Folie: Legen Sie eine PVC-Folie auf den Probenhalter. Der Metallständer kann je nach Tisch verwendet werden oder nicht. Legen Sie die Probe auf die PVC-Folie und drücken Sie die angegebenen Punkte so, dass sie an den Spitzen befestigt ist, und stellen Sie sicher, dass Probe und Blatt Kontakt haben und ihre Oberflächen frei von Falten sind. Achte außerdem darauf, dass die Schicht, die der geschmolzenen Metalloberfläche berührt ist, die Außenseite des Kleidungsstücks ist.
Gießen: Setzen Sie den Schmelztiegel mit dem geschmolzenen Metall vorsichtig in das Gießgerät. Warten Sie, bis das geschmolzene Metall die erforderliche Gießtemperatur erreicht, und aktivieren Sie, sobald die Temperatur erreicht ist, das Gießgerät so, dass der Tiegel sich mindestens 130º von der Horizontalen mit einer konstanten Geschwindigkeit von 36,0 ± 2,5º pro Sekunde dreht (dieses Verhältnis entspricht einer 90º-Rotation in 2,5 ± 0,2 Sekunden). Im Fall der Verwendung von Kryolith sollte die Durchflussrate 18,0 ± 1,5º pro Sekunde betragen.
| Metall | Schmelztemperatur (ºC) | Durchflusstemperatur (ºC) | Gießhöhe (mm) | Neigungswinkel der Probe von der Horizontalen (º) | Verwendung der Rückplatte |
| Aluminium
(Min. 99,5 %) |
820 | 780 ± 20 | 225 ± 5 | 60 ± 1 | NEIN |
| Kupfer
(mindestens 99 %) |
1350 | 1280 ± 20 | 225 ± 5 | 60 ± 1 | JA |
| Eisen
(min. 93 %) enthält außerdem: -C 2,8 – 3,2 % -Ja 1,2 – 2,0 % -P 0,3 – 0,6 % |
1500 | 1400 ± 20 | 225 ± 5 | 60 ± 1 | JA |
| Stahl gemäß der in ISO 683-1 festgelegten Bezeichnung C25 | 1650 | 1550 ± 20 | 225 ± 5 | 60 ± 1 | JA |
| Industrie-Kryolith | 1200 | 11:20 Uhr ± 20 Uhr | 300 ± 5 | 70 ± 1 | NEIN |
Stellen Sie sicher, dass das Gießen von der Oberfläche des Schmelztiegels erfolgt und die Gießkante intakt ist. Wenn der Tiegel beschädigt ist oder die Gusskante nicht vollständig ist, ist es ratsam, den Tiegel wegzuwerfen.
Es ist ratsam, die Schmelztiegel zwischen den Tests zu dekontaminieren, um erstarrte Rückstände durch Schrubben und/oder Brennen zu entfernen.
KEIN METALL ODER KRYOLITH SOLLTE WIEDERVERWENDET WERDEN, WENN ANZEICHEN VON KONTAMINATION UND/ODER DEGRADATION VORLIEGEN
ITERATIVES TESTVERFAHREN
Geben Sie etwa 50 g Metall oder Kryolith in den Tiegel oder einen 50-g-Sammler, falls bekannt ist, dass das Material eine so große Menge geschmolzenen Metalls aushält. Schmelze das Metall und gieße es hinein. Wenn die PVC-Platte nicht beschädigt ist, wiederholen Sie das Verfahren mit einem neuen Reagenzglas und einer PVC-Folie mit einer Menge von 50 g geschmolzenem Metall, die höher ist als der durchgeführte Test. Wenn die Schmelztiegelkapazität erreicht wird, ist der Test nicht stark genug, um die Klinge zu beschädigen. Wenn Schäden festgestellt werden, wiederholen Sie den Test mit einer geringeren Metallmenge von 10 g. Wenn Schäden an der PVC-Platte festgestellt werden, wiederhole das mit 10 g weniger Metall.
Wenn während der Wiederholungen kein Schaden festgestellt wird, wiederholen Sie den Test mit der gleichen Menge Metall. Wenn der Film beschädigt ist, verlieren Sie 10 g Gewicht und wiederholen Sie den Test. Wenn kein Schaden gefunden wird, wiederhole das mit derselben Menge, bis du 4 aufeinanderfolgende Proben ohne Schäden am PVC-Blatt hast:
Beachten Sie den höchsten Wert des geschmolzenen Metalls, der in den vier aufeinanderfolgenden Tests ohne Schaden an der Blech gegossen wurde, und den niedrigsten Wert, der Schaden verursachte.
Mittelt man diese beiden Werte, indem man das Ergebnis auf das nächstgelegene Gramm rundet. Der erhaltene Wert ist der geschmolzene Metallindex.
LEISTUNGSBASIERTES VERFAHREN
Getestet nach einem Standard (e.g. ISO 11612) muss die anfängliche Menge an Schwermetall im Bereich des vorgegebenen Werts liegen. Das Leistungsniveau sollte basierend auf der Kundenerfahrung oder den Erwartungen gewählt werden.
Falls das Ergebnis die Anforderungen des Leistungsniveaus erfüllt, wird ein neuer Test durchgeführt:
Auf ein höheres Niveau, wenn das Material noch nicht gescheitert ist
Auf dem gleichen Leistungsniveau.
Andernfalls kann ein neuer Test auf niedrigerem Niveau durchgeführt werden, falls das Ergebnis die ursprünglich festgelegten Anforderungen nicht erfüllt. Die erforderliche Anzahl aufeinanderfolgender Tests muss ohne Schäden durchgeführt werden, um das Leistungsniveau zu bestätigen.
BEWERTUNG
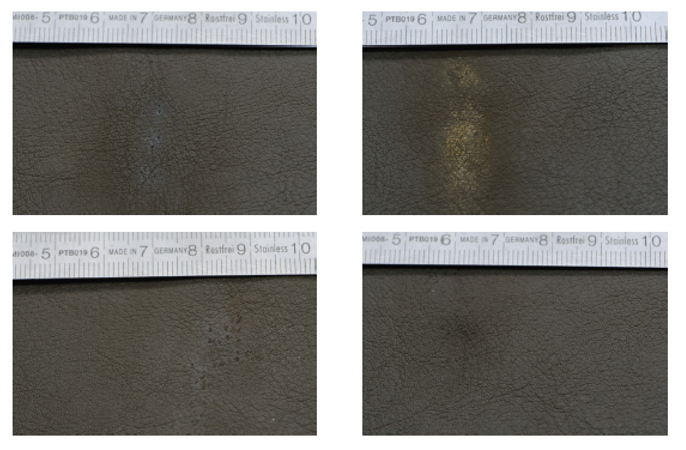
Nach 30 Sekunden Gießen entnehmen Sie die Probe und untersuchen Sie die PVC-Folie visuell auf Anzeichen von Schäden. Wenn das PVC-Blatt die an der Probe befestigte Probe oder kleine Rückstände enthält, kann dies als angemessen angesehen werden, wenn diese mit einem weichen Papiertuch (trocken oder nass) entfernt werden können.
Beispiel für einen zufriedenstellenden Test (Schaden weniger als 5 mm):
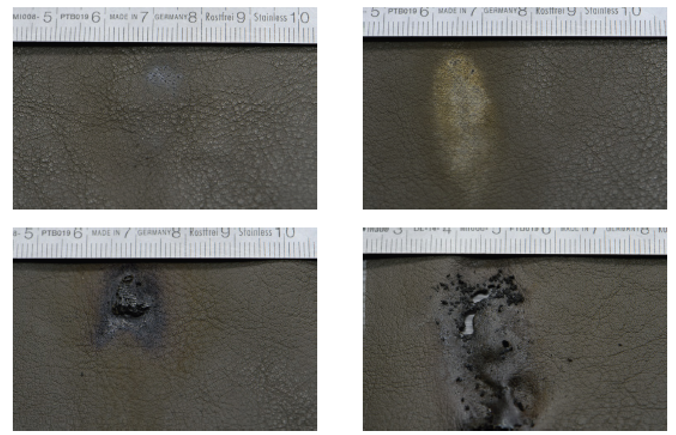
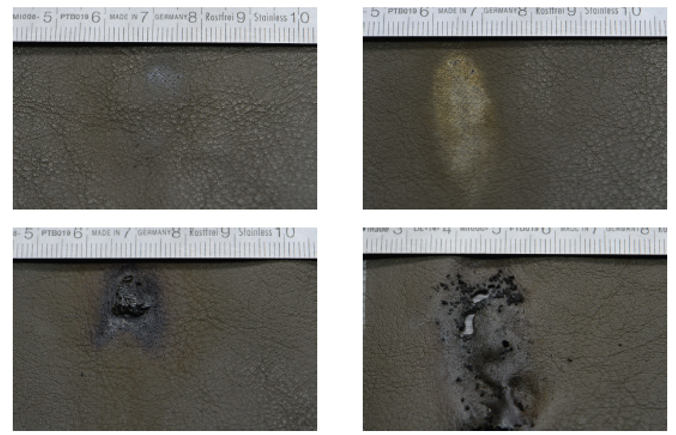
Beispiele für NICHT zufriedenstellende Tests (Schaden größer als 5 mm):
Beispiel für konform/nicht-konform je nach Ergebnis nach der Entsorgung des Rests:
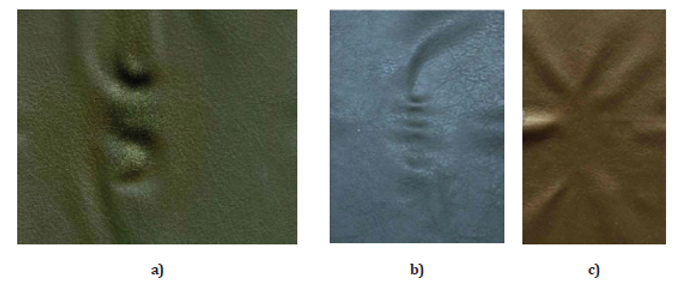
ANMERKUNGEN:
– Das Schmelzen des verkohlten Materials in die PVC-Folie, die nicht entfernt werden kann, ist ein NICHT-KOMPLEMENTÄR.
-Die Welle kann in manchen Fällen als Schaden betrachtet werden. Bild A ist NICHT KONFORM und Bilder B und C sind KONFORM.
Bestimmung der geschmolzenen Metallmasse: Lassen Sie den Schmelzmetallrest aus dem Tiegel erstarren, damit er dann abgekratzt und entfernt werden kann. Wiege diesen Rückstand mit einer Genauigkeit von 1 g und subtrahiere ihn vom Anfangsgewicht des in den Tiegel eingebrachten Metalls. Das Ergebnis wird das Gewicht von geschmolzenem Metall sein.
ESSAIS INVALIDES
Er gilt als ungültiger Test, wenn während des Tests eine der folgenden Situationen eintritt:
-Der Aufprall der Ölkatastrophe bewegt sich horizontal in der Probe
– Das Metall verlässt das Exemplar oder stürzt innerhalb von 25 m vom oberen Rand des Exemplars ab.
-Kein geschmolzenes Metall berührt zuerst die Probe.
-Metall ist beim Gießen nicht vollständig geschmolzen
– Die PVC-Platte entzündet sich durch das Verfestigen des Metalls im Probenhalter