




This website uses cookies so that we can provide you with the best user experience possible. Cookie information is stored in your browser and performs functions such as recognising you when you return to our website and helping our team to understand which sections of the website you find most interesting and useful.
UNE-EN 9185:2025
This international standard specifies a method for evaluating the heat penetration resistance of materials intended for use in clothing to protect against large splashes of molten metal. It provides specific procedures for the evaluation of the effects of molten aluminum, molten cryolite, molten copper, cast iron, and molten tempered steel spatter.
It is important to emphasize that good resistance to a pure molten metal does not guarantee good protection against any mixture of metals that may be present during the manufacturing process.
DEFINITIONS:
Damage: Any smoothing or modification in the relief of the front or back of the PVC sheet with damage of at least 5 mm in width, or, perforations with a diameter of at least 1 mm.
Note: When the visual change appears at discrete points, damage occurs when the sum of the width of these points exceeds 5 mm in width in any horizontal section. For cryolite, experience tells us that the damage can be defined as less than 5 mm wide, but greater than 10 mm long.
Molten metal splash rate: A figure equal to the minimum mass of poured molten metal that has caused the damage to the PVC sheet.
Metals and cryolite: It is advisable to use coarse filings or small pieces cut from solid bars or sheets as thin fillings are difficult to melt.
PVC sheet: with a mass of 300 ± g/m2 which must be tested as described in the standard and cannot show modification or smoothing in the central area at the lowest temperature, but it does show smoothing or modification at the maximum temperature. This calibration test should be carried out at least every 6 months to ensure that the film has not lost its properties and the result will be reliable.
It is recommended to store the PVC sheet in a dark and cold place to minimize possible changes.
Crucible: it must have approximate external measurements of 97 mm high with a top diameter of 80 mm and 56 mm in diameter at the bottom with a capacity of 190 ml.
For most metals, including iron, a graphite-impregnated crucible is considered suitable (if an induction furnace is used).
A larger crucible can be used when the standard crucible is insufficient for the required amount of molten metal or cryolite. Tests performed with these larger crucibles should provide the same results for normal amounts of metal or cryolite with a crucible of standard measurements.
Detachable crucible stand
Furnace with the capacity to work 100 ºC above the pouring temperature specified for each metal. The type of oven should be a muffle or an induction oven. (A muffle has the capacity to hold 4 crucibles, but its melting time is long, but with an induction furnace you can only make 1 crucible, but the metal will be melted in less than half an hour)
Temperature probe: This can be a small thermocouple or a non-contact temperature optical device with a measurement capability above 1650 °C with the maximum allowable error of ± 10 °C. To determine the temperature, the molten metal can be stirred at least 1cm deep from the surface
Pouring apparatus: The sample holder has an external frame of 160 ± 2 mm x 248 ± 2 mm of 8 mm thick steel. It should have 4 spikes, 2 on the centerline of the top of the frame and 2 on the bottom on the centerline. These spikes must be separated 80 ± 2 mm wide, 240 ± 2 mm lengthwise and 40 ± 2 mm from the corners. The angle of inclination will depend on the metal we want to test. It is recommended that the initial impact of the molten metal or cryolite be above the center of the test specimen. This initial impact should not be within 25 mm of the top of the specimen.
This appliance must have a constant pouring speed. The distances to be at each part of the pouring apparatus are described in Annex A:
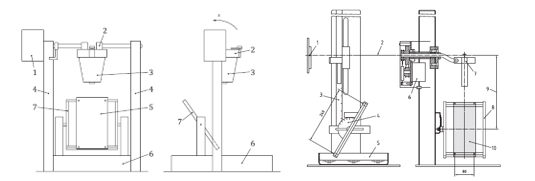
Below the sample holder, there should be a box with sand 250 mm wide by 350 mm long and with a depth of 50 mm. This box should contain dry sand with a depth of 30 – 40 mm.
Scale with ± accuracy of 1 g.
Rigid template for preparing the 260 ± 2 mm x 100 ± 2 mm samples with 4 x 5 mm diameter holes, one in each corner at 10 ± 2 mm from two adjacent axes. These 4 holes should form a rectangle of 240 ± 2 mm x 80 ± 2 mm.
Metal support with a length of 248 ± 2 mm and its holes in the corners must form a rectangle of 240 ± 2 mm x 80± 2 mm.
CONDITIONING
Minimum 24 h at 20 ± 2 ºC and 65 ± 5% RH.
The test should be carried out immediately after conditioning. If this cannot be done immediately, store the samples in a sealed container. Each sample should be analyzed within 2 min after conditioning.
To carry out the test, an atmosphere free of air currents is required and the temperature must be between 10 and 30 ºC with a relative humidity between 15 – 80%.
SAMPLE PREPARATION
Prepare 7 specimens in the warp direction. Mark the location of the spikes on the specimens so that the specimen can be nailed to the sample holder without tension or wrinkles.
Prepare a similar number of PVC sheets but without marking the position of the skewers.
ESSAY PREPARATION
Preparation of the equipment: adjust the position of the pouring apparatus to the height specified in Annex A depending on the molten metal to be used. The height should be the vertical distance between the drive shaft and the center of the specimen holder (see table).
Preparation of the molten metal or cryolite: Add the required amount of metal or cryolite to the dry crucible and melt at a temperature slightly higher than that required to melt the metal and perform the test (see melt temperatures in the table).
Placement of the sample and PVC sheet: Put a PVC sheet on the specimen holder. The metal stand can be used or not according to the table. Place the specimen on top of the PVC sheet and press at the points indicated on the specimen so that it is hooked on the spikes and ensure that the specimen and the sheet are in contact and their surfaces are free of wrinkles. In addition, ensure that the layer that is exposed to the molten metal splash is the external face of the garment.
Pouring: Carefully place the crucible with the molten metal into the pouring apparatus. Wait for the molten metal to have the required pouring temperature and once the temperature is reached, activate the pouring apparatus in such a way that the crucible rotates at least 130 º from the horizontal at a constant rate of 36.0 ± 2.5 º per second (this ratio is equivalent to a 90º rotation in 2.5 ± 0.2 s). In the case of using cryolite, the discharge rate should be 18.0 ± 1.5º per second.
| Metal | Melting temperature (ºC) | Discharge temperature (ºC) | Pouring height (mm) | Angle of inclination the sample from the horizontal (º) | Using Support Plate |
| Aluminum
(min 99.5%) |
820 | 780 ± 20 | 225 ± 5 | 60 ± 1 | NO |
| Copper
(min 99%) |
1350 | 1280 ± 20 | 225 ± 5 | 60 ± 1 | YES |
| Iron
(min. 93%) also containing: -C 2.8 – 3.2 % -Yes 1.2 – 2.0 % -P 0.3 – 0.6 % |
1500 | 1400 ± 20 | 225 ± 5 | 60 ± 1 | YES |
| Steel according to designation C25 specified in ISO 683-1 | 1650 | 1550 ± 20 | 225 ± 5 | 60 ± 1 | YES |
| Industrial Grade Cryolite | 1200 | 1120 ± 20 | 300 ± 5 | 70 ± 1 | NO |
Ensure that the pour is made from the surface of the crucible and also the pour edge is intact. If the crucible is damaged or the pour edge is not intact, it is advisable to discard the crucible.
It is advisable to decontaminate the crucibles between tests to remove solidified residues by scraping and/or baking.
NO METAL OR CRYOLITE SHOULD BE REUSED IF THERE IS EVIDENCE OF CONTAMINATION AND/OR DEGRADATION
ITERATIVE TESTING PROCEDURE
Put in the crucible approximately 50 g previously weighed of the metal or cryolite, or a 50 g manifold if it is known that the material can withstand that amount of molten metal. Melt the metal and pour it. If there is no damage to the PVC sheet, repeat the procedure with a new test tube and PVC sheet using a 50 g amount of molten metal higher than the test performed. If the crucible capacity is reached, the test is not severe enough to obtain damage to the blade. If damage is observed, repeat the test with a 10 g lower amount of metal. If damage is observed in the PVC sheet, repeat with 10 g less metal.
When no damage is observed in the repetitions, repeat the test with the same amount of metal. In case of damage to the film, lose 10 g of weight and repeat the test. If no damage is obtained, repeat with the same amount until 4 successive samples are obtained without damage to the PVC sheet:
Record the highest value of molten metal poured from the 4 successive tests without damage to the sheet and the lowest value that has caused damage.
Average these two values by rounding the result to the nearest gram. The value obtained will be the molten metal index.
PERFORMANCE LEVEL-BASED PROCEDURE
When tested according to a standard (e.g. ISO 11612), the initial amount of the heavy metal must be within the range of the stipulated level. The performance level should be selected based on customer experience or expectations.
In the event that the result meets the requirements of the performance level, a new test will be performed:
To a higher level if the material has not yet failed
At the same level of performance.
Alternatively, if the result does not meet the requirements initially set, a new test can be performed at a lower level. The required number of successive tests should be performed without damage to confirm the level of performance.
ASSESSMENT
After 30 seconds of pouring, remove the sample and visually examine the PVC sheet for any signs of damage. In the event that the PVC sheet has the sample attached to the sample or small residues, if these can be removed with a soft paper cloth (dry or damp), this can be considered as suitable.
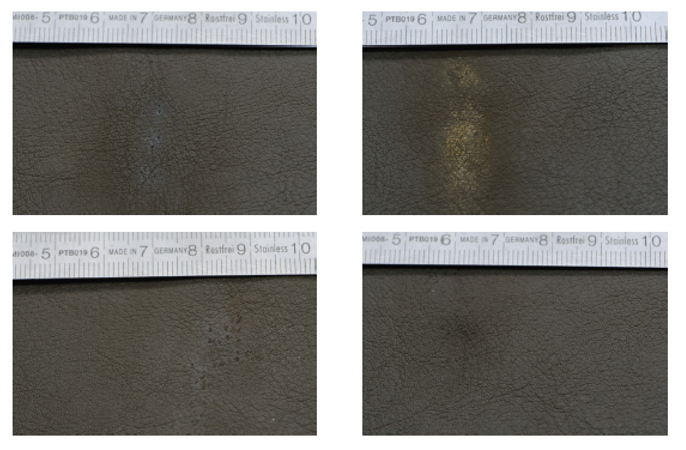
Example of a satisfactory test (Damage less than 5 mm):
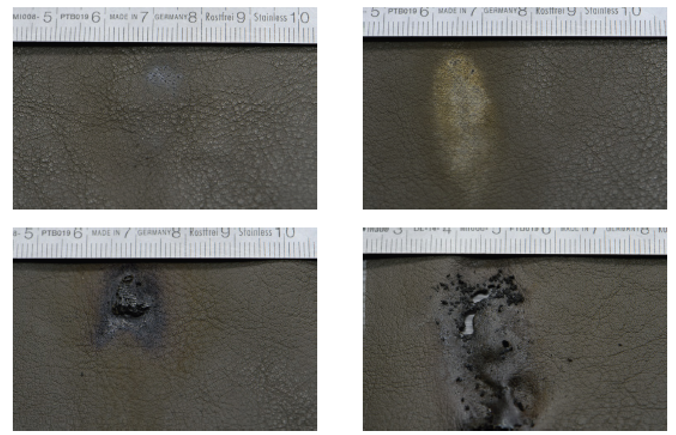
Examples of NOT satisfactory test (Damage greater than 5 mm):
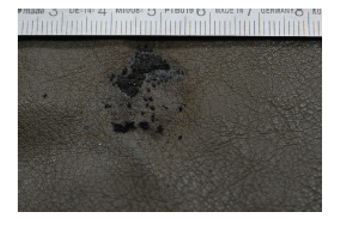
Example of complies/does not comply depending on the result after removing the residue:
ANNOTATIONS:
-Melting of the carbonized material to the PVC sheet that cannot be removed is a NON-COMPLIANT.
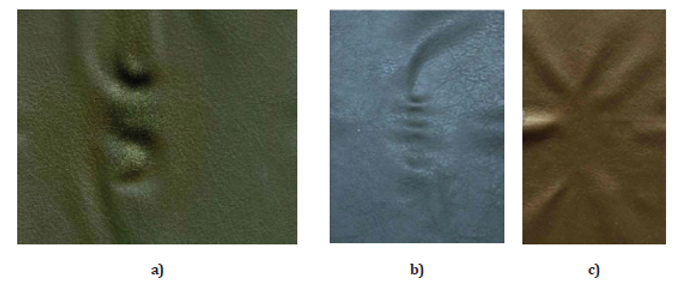
-The undulation can, on certain occasions, be considered damage. Image A is a NOT COMPLIANT and images B and C are a COMPLIANT.
Determination of the molten metal mass: Allow the molten metal residue from the crucible to solidify so that it can then be scraped off and removed. Weigh this residue to an accuracy of 1g and subtract it from the initial weight of metal introduced into the crucible. The result will be the molten metal weight.
INVALID ESSAYS
It will be considered an invalid test if any of the following situations occur during the test:
-The impact of the spill moves horizontally in the specimen
-The metal comes out of the specimen or impacts less than 25 m from the upper edge of the specimen.
-Any molten metal does not touch the specimen first.
-The metal is not completely molten when poured
-the PVC sheet ignites due to the metal solidifying in the specimen holder