




Ce site utilise des cookies afin que nous puissions vous fournir la meilleure expérience utilisateur possible. Les informations sur les cookies sont stockées dans votre navigateur et remplissent des fonctions telles que vous reconnaître lorsque vous revenez sur notre site Web et aider notre équipe à comprendre les sections du site que vous trouvez les plus intéressantes et utiles.
UNE-EN 9185:2025
Cette norme internationale spécifie une méthode pour évaluer la résistance à la pénétration thermique des matériaux destinés à être utilisés dans les vêtements afin de se protéger contre de grandes éclaboussures de métal en fusion. Il propose des procédures spécifiques pour l’évaluation des effets de l’aluminium en fusion, de la cryolite en fusion, du cuivre en fusion, de la fonte et des éclaboussures d’acier trempé en fusion.
Il est important de souligner qu’une bonne résistance à un métal en fusion pure ne garantit pas une bonne protection contre tout mélange de métaux qui pourrait être présent lors du processus de fabrication.
DÉFINITIONS :
Dommages : Tout lissage ou modification du relief de l’avant ou de l’arrière de la plaque PVC avec des dommages d’au moins 5 mm de largeur, ou des perforations d’au moins 1 mm de diamètre.
Note : Lorsque le changement visuel apparaît en points discrets, les dommages surviennent lorsque la somme de la largeur de ces points dépasse 5 mm de largeur dans une section horizontale. Pour la cryolite, l’expérience nous montre que les dégâts peuvent être définis comme inférieurs à 5 mm de large, mais supérieurs à 10 mm de long.
Taux d’éclaboussure de métal en fusion : Une valeur équivalente à la masse minimale de métal en fusion coulée qui a causé les dommages à la feuille de PVC.
Métaux et cryolite : Il est conseillé d’utiliser des limailles grossières ou de petits morceaux découpés dans des barres ou des feuilles solides, car les obturages fins sont difficiles à fondre.
Plaque de PVC : d’une masse de 300 ± g/m2 qui doit être testée comme décrit dans la norme et ne peut pas montrer de modification ou de lissage dans la zone centrale à la température la plus basse, mais elle montre un lissage ou une modification à la température maximale. Ce test d’étalonnage doit être effectué au moins tous les 6 mois afin de s’assurer que le film n’a pas perdu ses propriétés et que le résultat sera fiable.
Il est recommandé de stocker la feuille PVC dans un endroit sombre et froid pour minimiser les changements possibles.
Creuset : il doit avoir des mesures externes approximatives de 97 mm de haut, avec un diamètre supérieur de 80 mm et un diamètre de 56 mm au fond, avec une capacité de 190 ml.
Pour la plupart des métaux, y compris le fer, un creuset imprégné de graphite est considéré comme approprié (si un four à induction est utilisé).
Un creuset plus grand peut être utilisé lorsque le creuset standard est insuffisant pour la quantité requise de métal en fusion ou de cryolite. Les tests effectués avec ces creusets plus grands devraient fournir les mêmes résultats pour des quantités normales de métal ou de cryolite, avec un creuset de mesures standard.
Stand de creuset amovible
Fournaise capable de travailler 100 ºC au-dessus de la température de coulage spécifiée pour chaque métal. Le type de four doit être un four à amortissement ou un four à induction. (Un muffle peut contenir 4 creusets, mais son temps de fusion est long, alors qu’avec un four à induction on ne peut en faire qu’un, mais le métal sera fondu en moins d’une demi-heure)
Sonde de température : Il peut s’agir d’un petit thermocouple ou d’un dispositif optique de température sans contact avec une capacité de mesure supérieure à 1650 °C et une erreur maximale autorisée de ± 10 °C. Pour déterminer la température, le métal en fusion peut être brassé à au moins 1 cm de profondeur à partir de la surface
Appareil de coulée : Le porte-échantillons possède un cadre extérieur de 160 ± 2 mm x 248 ± 2 mm d’acier de 8 mm d’épaisseur. Il devrait y avoir 4 pointes, 2 sur la ligne centrale du haut du cadre et 2 en bas sur la ligne centrale. Ces pointes doivent être séparées de 80 ± 2 mm de large, 240 ± 2 mm de longueur et 40 ± 2 mm des coins. L’angle d’inclinaison dépendra du métal que nous voulons tester. Il est recommandé que l’impact initial du métal en fusion ou de la cryolite soit au-dessus du centre de l’échantillon d’essai. Cet impact initial ne doit pas se situer à moins de 25 mm du sommet de l’échantillon.
Cet appareil doit avoir une vitesse de versement constante. Les distances à suivre à chaque partie de l’appareil de coulée sont décrites à l’annexe A:
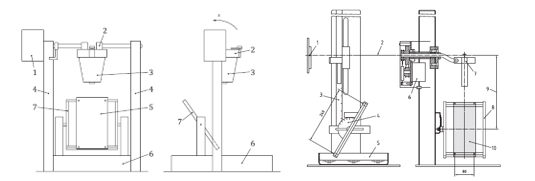
Sous le porte-échantillon, il doit y avoir une boîte avec du sable de 250 mm de large sur 350 mm de long et d’une profondeur de 50 mm. Cette boîte doit contenir du sable sec d’une profondeur de 30 à 40 mm.
Échelle avec ± précision de 1 g.
Modèle rigide pour préparer les échantillons de 260 ± 2 mm x 100 ± 2 mm avec des trous de 4 x 5 mm de diamètre, un dans chaque coin à 10 ± 2 mm à partir de deux axes adjacents. Ces 4 trous doivent former un rectangle de 240 ± 2 mm x 80 ± 2 mm.
Un support métallique d’une longueur de 248 ± 2 mm et ses trous dans les coins doit former un rectangle de 240 ± 2 mm x 80± 2 mm.
CONDITIONNEMENT
Minimum 24 heures à 20 ± 2 ºC et 65 ± 5 % d’humidité relative.
Le test doit être effectué immédiatement après le conditionnement. Si cela ne peut pas être fait immédiatement, conservez les échantillons dans un contenant scellé. Chaque échantillon doit être analysé dans les 2 minutes suivant le conditionnement.
Pour réaliser l’essai, une atmosphère exempte de courants d’air est requise et la température doit se situer entre 10 et 30 ºC avec une humidité relative comprise entre 15 et 80 %.
PRÉPARATION DE L’ÉCHANTILLON
Préparez 7 spécimens dans la direction de la distorsion. Marquez l’emplacement des pointes sur les échantillons afin que celui-ci puisse être cloué au porte-échantillon sans tension ni plis.
Préparez un nombre similaire de feuilles de PVC mais sans marquer la position des brochettes.
PRÉPARATION DE L’ESSAI
Préparation de l’équipement : ajuster la position de l’appareil de coulée à la hauteur spécifiée dans l’annexe A selon le métal en fusion à utiliser. La hauteur doit être la distance verticale entre l’arbre d’entraînement et le centre du porte-échantillon (voir tableau).
Préparation du métal en fusion ou de la cryolite : Ajouter la quantité requise de métal ou de cryolite dans le creuset sec et fondre à une température légèrement supérieure à celle requise pour fondre le métal et effectuer l’essai (voir températures de fusion dans le tableau).
Placement de l’échantillon et de la feuille de PVC : Placez une feuille de PVC sur le support de l’échantillon. Le support métallique peut être utilisé ou non selon la table. Placez l’échantillon sur la feuille de PVC et appuyez aux points indiqués pour qu’il soit accroché aux pointes et assurez-vous que l’échantillon et la feuille sont en contact et que leurs surfaces sont dégagées de plis. De plus, assurez-vous que la couche exposée à la surface métallique en fusion est la face extérieure du vêtement.
Versement : Placez soigneusement le creuset avec le métal en fusion dans l’appareil de coulée. Attendez que le métal en fusion atteigne la température de versement requise et, une fois la température atteinte, activez l’appareil de coulage de manière à ce que le creuset tourne d’au moins 130 º par rapport à l’horizontale à un rythme constant de 36,0 ± 2,5 º par seconde (ce rapport équivaut à une rotation de 90 º en 2,5 ± 0,2 s). Dans le cas de l’utilisation de la cryolite, le débit doit être de 18,0 ± 1,5º par seconde.
| Métal | Température de fusion (ºC) | Température de débit (ºC) | Hauteur de coulage (mm) | Angle d’inclinaison de l’échantillon à partir de l’horizontale (º) | Utilisation de la plaque de support |
| Aluminium
(min 99,5 %) |
820 | 780 ± 20 | 225 ± 5 | 60 ± 1 | NON |
| Cuivre
(minimum 99 %) |
1350 | 1280 ± 20 | 225 ± 5 | 60 ± 1 | OUI |
| Fer
(min. 93 %) contenant également : -C 2,8 – 3,2 % -Oui 1,2 – 2,0 % -P 0,3 – 0,6 % |
1500 | 1400 ± 20 | 225 ± 5 | 60 ± 1 | OUI |
| Acier selon la désignation C25 spécifiée dans l’ISO 683-1 | 1650 | 1550 ± 20 | 225 ± 5 | 60 ± 1 | OUI |
| Cryolite de qualité industrielle | 1200 | 11h20 ± 20 | 300 ± 5 | 70 ± 1 | NON |
Assurez-vous que la coulée est effectuée à partir de la surface du creuset et que le bord de coulée est intact. Si le creuset est endommagé ou si le bord de coulée n’est pas intact, il est conseillé de jeter le creuset.
Il est conseillé de décontaminer les creusets entre les tests pour éliminer les résidus solidifiés par grattage et/ou cuisson.
AUCUN MÉTAL NI CRYOLITE NE DOIT ÊTRE RÉUTILISÉ S’IL Y A DES SIGNES DE CONTAMINATION ET/OU DE DÉGRADATION
PROCÉDURE DE TEST ITÉRATIF
Placez dans le creuset environ 50 g de métal ou de cryolite, ou un collecteur de 50 g s’il est connu que le matériau peut supporter une telle quantité de métal en fusion. Faites fondre le métal et versez-le. S’il n’y a pas de dommage sur la feuille de PVC, répétez la procédure avec un nouveau tube à essai et une feuille de PVC en utilisant une quantité de 50 g de métal en fusion supérieure à celle du test effectué. Si la capacité du creuset est atteinte, le test n’est pas assez sévère pour endommager la pale. Si des dommages sont observés, répétez le test avec une quantité de métal inférieure de 10 g. Si des dommages sont observés dans la feuille de PVC, répétez avec 10 g de métal en moins.
Lorsqu’aucun dommage n’est observé lors des répétitions, répétez le test avec la même quantité de métal. En cas de dommage au film, perdez 10 g de poids et répétez le test. Si aucun dommage n’est constaté, répétez avec la même quantité jusqu’à obtenir 4 échantillons successifs sans dommage à la feuille de PVC :
Notez la valeur la plus élevée de métal en fusion coulée lors des 4 essais successifs sans dommage à la feuille et la valeur la plus basse ayant causé des dommages.
Faites la moyenne de ces deux valeurs en arrondi le résultat au gramme le plus proche. La valeur obtenue sera l’indice des métaux en fusion.
PROCÉDURE BASÉE SUR LE NIVEAU DE PERFORMANCE
Testé selon une norme (e.g. ISO 11612), la quantité initiale de métal lourd doit se situer dans la plage du niveau stipulé. Le niveau de performance doit être choisi en fonction de l’expérience client ou des attentes.
Dans le cas où le résultat répond aux exigences du niveau de performance, un nouveau test sera effectué :
À un niveau supérieur si le matériau n’a pas encore échoué
Au même niveau de performance.
Sinon, si le résultat ne répond pas aux exigences initialement fixées, un nouveau test peut être effectué à un niveau inférieur. Le nombre requis de tests successifs doit être effectué sans dommage afin de confirmer le niveau de performance.
ÉVALUATION
Après 30 secondes de versement, retirez l’échantillon et examinez visuellement la feuille de PVC pour détecter tout signe de dommage. Dans le cas où la feuille de PVC contient l’échantillon fixé à l’échantillon ou de petits résidus, si ceux-ci peuvent être retirés avec un tissu en papier doux (sec ou humide), cela peut être considéré comme approprié.
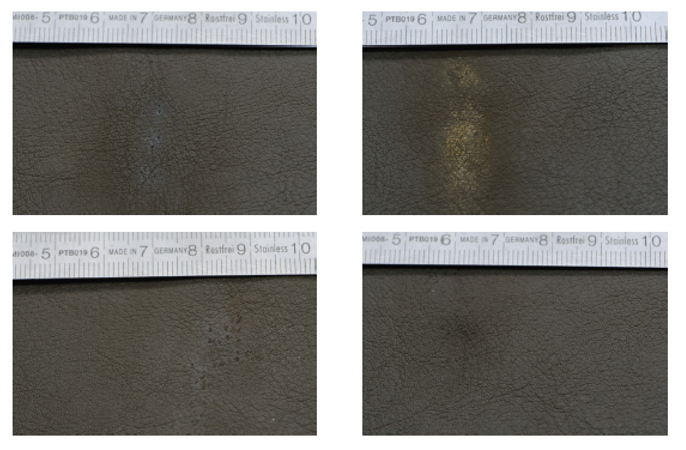
Exemple d’un test satisfaisant (dégâts inférieurs à 5 mm) :
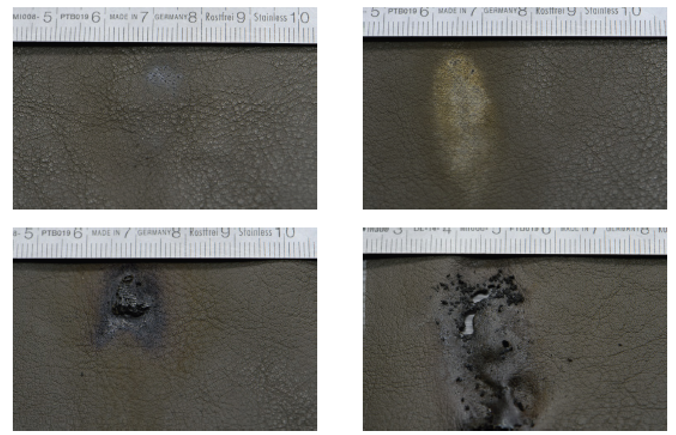
Exemples de test NON satisfaisant (dégâts supérieurs à 5 mm) :
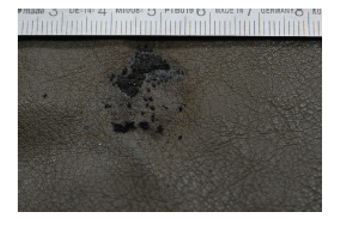
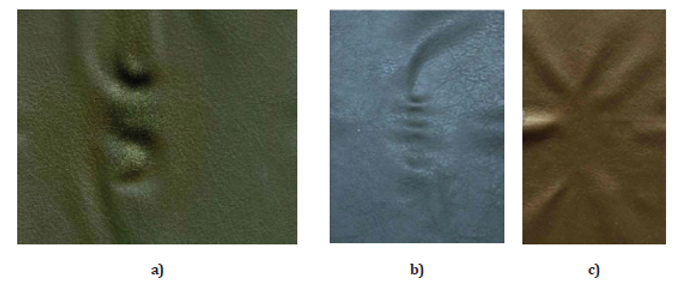
Exemple de conforme/non conforme selon le résultat après l’élimination du résidu:
ANNOTATIONS :
– La fusion du matériau carbonisé dans la feuille de PVC qui ne peut pas être retirée est un NON-COMPLÉMENTANT.
-L’ondulation peut, dans certaines occasions, être considérée comme un dommage. L’image A est un NON CONFORME et les images B et C sont COMPLIANTES.
Détermination de la masse métallique en fusion : Laissez les résidus métalliques fondus du creuset se solidifier afin qu’ils puissent ensuite être raclés et retirés. Peser ce résidu avec une précision de 1 g et le soustraire du poids initial du métal introduit dans le creuset. Le résultat sera le poids en métal fondu.
ESSAIS INVALIDES
Il sera considéré comme un test invalide si l’une des situations suivantes survient pendant le test :
-L’impact de la marée noire se déplace horizontalement dans l’échantillon
– Le métal sort de l’échantillon ou s’écrase à moins de 25 m du bord supérieur de l’échantillon.
-Tout métal en fusion ne touche pas l’échantillon en premier.
-Le métal n’est pas complètement fondu lorsqu’il est coulé
– la plaque de PVC s’enflamme à cause de la solidification du métal dans le porte-échantillon
